- Clean and dry corn subjected to mechanical impact and friction forces
- Promotion of grain fracture and physical separation of germ and hull
- Use of rotors and housings in carbon steel or stainless steel
- Pressure adjustment systems and screens for selective discharge
- Grains previously macerated in water or alkaline/acid solutions
- Softening of structures facilitating separation
- Higher efficiency in impurity removal
- Higher water and energy consumption
- Innovative technology combining advantages of previous methods
- Controlled moistening reducing equipment wear
- Greater operational flexibility




Application | Starch Liberation Efficiency (%) | Observations |
Corn (wet milling) | 95 - 99 | Maximum liberation, low residual protein |
Cassava (mechanical milling) | 98 - 99 | Intact granules, high purity |
Wheat/Rice | 95 - 98 | Requires disc profile adjustment |
Potato | 97 - 98 | Preserves functional properties |
Process Context
Understanding where the refining mill fits within the wet milling ecosystem is crucial. The refiner operates after germ separation but before final fibre washing. Its goal is "fine grinding" to maximise yield.
Click on the stages below to see technical notes.
Refining Stage Analysis
The Refining Mill (typically an impact or attrition mill equipped with toothed discs) receives the degermed slurry. At this stage, starch granules are still embedded in the protein matrix and fibre cell walls. The discs apply high shear and impact forces to "scrub" the fibre clean without creating excessive fine fibre (which would blind screens later).
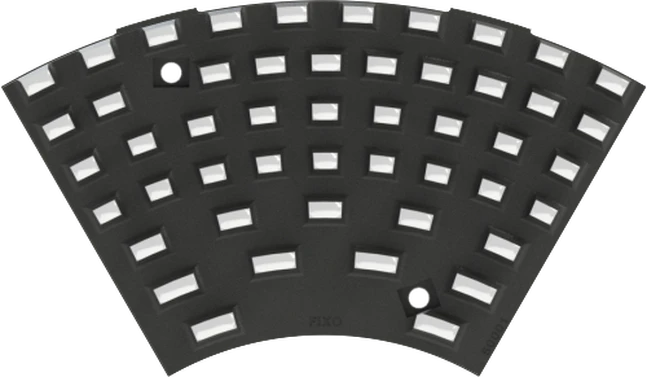
Disc Types & Profiles
Refining discs are not monolithic; they are engineered with specific tooth geometries to balance capacity, starch yield, and disc life. The most common configuration is the "Devil's Tooth" or castellated pattern.
Coarse / Breaker Discs
1st PassLarge pyramidal teeth. Used for initial size reduction of the grist. High impact, lower shear.
Fine Refining Discs
2nd/3rd PassDense, interlocking tooth patterns. Maximises rubbing action (shear) to strip starch from fibre. Critical for high yield.
Standard Dimensions
| Type | Diameter (mm) | RPM Range |
|---|---|---|
| 36" Single | 915 | 900 - 1200 |
| 40" Double | 1016 | 1200 - 1500 |
| 52" High Cap | 1320 | 900 - 1100 |
Material Performance Comparison
Ni-Hard 4 is the industry standard for starch refining due to its exceptional abrasion resistance (Hardness > 60 HRC), though it is brittle. Stainless Steel (316L) is used only when extreme corrosion resistance is required, sacrificing wear life. Analysing these trade-offs is vital for minimising operational downtime.
Operational Simulator
Adjust the Gap Setting and Throughput to observe the theoretical impact on Starch Recovery and Power Consumption. Optimising the gap is the operator's primary control lever.
Target: < 1.0%
Avoid > 95%
- Variable bar spacing with optimized open areas, reducing energy consumption by 15-20%
- Recommended Specifications: 42"-72" diameter plates with high chrome alloy construction
- Tooth Pattern: Progressive bar width reduction from inlet (8-12mm) to outlet (2-4mm)
- Service Life: 300-500 hours at 50-100 tons/day capacity
- Overhung designs for increased refining capacity at lower intensity
- Material Requirements: High-grade alloy steel with precision heat treatment (58-66 HRC hardness)
- Pattern Design: Rectangular grooves with greater hydraulic capacity than conventional plates
- Recommended Gap Settings: 0.5-1.5mm for hardwood strands, 1.0-2.0mm for softwood
- Minimum weight, high toughness design with pluggage-resistant surface
- Tooth Geometry: Unique patterns for uniform fiber size distribution critical for OSB strength
- Service Life: 400-600 hours with proper maintenance protocols
- High Consistency Refiner Plates: Designed for 25-35% consistency operations
- Bar Configuration: Wider grooves (6-10mm) to accommodate larger particle sizes
- Material Specification: High chromium cast iron with specialized heat treatment
- Capacity Range: 30-80 tons/day depending on refiner diameter
- Global production facility for HC, LC, and MDF applications
- Product Range: 16"-72" diameter plates
- Key Innovations: Integrated with low rotor/high stator bar angles
Technical Specifications
- Material Options: High chromium alloys, nickel chromium alloy, stainless steel, tungsten carbide
- Hardness Range: 58-66 HRC with precision heat treatment
- Customization: Application-specific designs for energy reduction and extended life (Comprehensive Refining Solutions)
Product Portfolio
- Overhung designs with customized plate holders
- Compatibility: all type of refiners installed globally across all consistency ranges
- Pattern Designs: Signature patterns for optimal fibre development
- Service Life: Extended plate life through precision casting processes
Technical Features
- Lifting Systems: Easy, user-friendly mounting with crane-free replacement options
- Material Construction: Hardened alloys with wear-resistant properties
- Gap Control: Hydraulic positioning systems for precise clearance management
Small-Scale Operations (10-30 tons/day)
- Plate Diameter: 16"-32" for compact refiner installations
- Material Selection: Standard high chrome alloy (cost-effective)
- Service Intervals: 200-300 hours with simplified maintenance protocols
- Supplier Options: Regional manufacturers with competitive pricing
Key Considerations
- Energy Efficiency: Focus on proven designs rather than latest innovations
- Maintenance Requirements: Simplified patterns for easier replacement
- Cost Optimization: Balance initial investment with operational efficiency
- Plate Diameter: 32"-48" with dual-stage refining capability
- Service Life: 300-500 hours with optimized maintenance scheduling
- Pattern Design: Application-specific customization for target fiber quality
Performance Targets
- Energy Consumption: 15-25% reduction through advanced plate technologies
- Fiber Quality: Consistent development with minimal variation
- Operational Reliability: 95%+ uptime with predictive maintenance
- Plate Diameter: 48"-72" for maximum throughput capacity
- Service Life: 400-600 hours with comprehensive monitoring systems
- Automation Integration: Digital performance tracking and optimization
Advanced Features
- Predictive Analytics: Real-time monitoring of plate performance and wear patterns
- Energy Management: Integrated systems for optimal power consumption
- Quality Control: Automated fiber analysis and process adjustment
High Chromium Cast Iron
- Composition: 15-30% chromium content for abrasion resistance
- Hardness: 58-63 HRC after heat treatment
- Applications: Standard MDF and particleboard refining
- Service Life: 300-400 hours under normal operating conditions
Stainless Steel Alloys
- Composition: 316L or specialized blends for corrosion resistance
- Hardness: 45-55 HRC with enhanced toughness
- Applications: Recycled fiber processing and high-moisture environments
- Service Life: 250-350 hours with superior corrosion resistance
Tungsten Carbide Composites
- Composition: WC particles in steel matrix for extreme wear resistance
- Hardness: 65-70 HRC for maximum durability
- Applications: High-volume HDF production and abrasive raw materials
- Service Life: 500-800 hours in demanding applications
Maintenance Protocols
- Regular Inspection: 50-hour intervals for gap measurement and wear assessment
- Predictive Replacement: Performance monitoring to optimize change-out timing
- Proper Storage: Climate-controlled environments to prevent corrosion
- Installation Procedures: Precision mounting to minimize vibration and uneven wear
Operating Parameter Optimization
- Gap Control: Maintain optimal clearances (0.1-2.0mm) based on application
- Consistency Management: Stable fiber consistency for uniform wear patterns
- Temperature Control: Cooling systems to prevent thermal damage
- Feed Rate Optimization: Balanced throughput to maximize plate life
Energy Efficiency Maximization
Design Selection Criteria
- Open Area Optimization: Variable spacing for ideal hydraulic flow
- Bar Angle Configuration: Progressive angles from inlet to outlet
- Groove Geometry: Hydrodynamic designs to reduce clogging
- Material Selection: Low-friction surfaces for reduced power consumption
Operational Best Practices
- Consistency Control: Maintain optimal fiber consistency (3-6% for LC, 25-35% for HC)
- Gap Management: Regular adjustment based on wear patterns and quality requirements
- Process Integration: Coordinate with upstream and downstream equipment
- Performance Monitoring: Continuous tracking of energy consumption per ton
Quality Control Systems
- Real-time Monitoring: Fiber analysis systems for immediate feedback
- Statistical Process Control: Trend analysis for proactive adjustments
- Laboratory Testing: Regular sampling for comprehensive quality assessment
- Customer Feedback Integration: End-user requirements incorporated into optimization
Preventive Maintenance Programs
- Scheduled Inspections: Comprehensive assessment every 100 operating hours
- Wear Pattern Analysis: Documentation of plate condition for optimization
- Replacement Planning: Inventory management for minimal downtime
- Training Programs: Operator education for proper handling and installation
Predictive Maintenance Technologies
- Vibration Monitoring: Early detection of imbalance or wear issues
- Temperature Tracking: Thermal analysis for optimal operating conditions
- Performance Analytics: Data-driven insights for maintenance optimization
- Remote Monitoring: Digital connectivity for expert support and guidance